سنبه برش
سنبه برش قالب
سنبه برش یکی از قطعات استاندارد قالب است و در طول ها و قطر های مختلف به عنوان قطعات استاندارد قالب عرضه می گردد
شرکت Kalipyansan ترکیه تولید کننده سنبه برش قالب است. و این سنبه های برش را از قطر یک میلیمتر تا قطر ۱۲ میلیمتر تولید می نماید. همچنین این شرکت فنر قالب نیز تولید میکند.
انتخاب سنبه برش
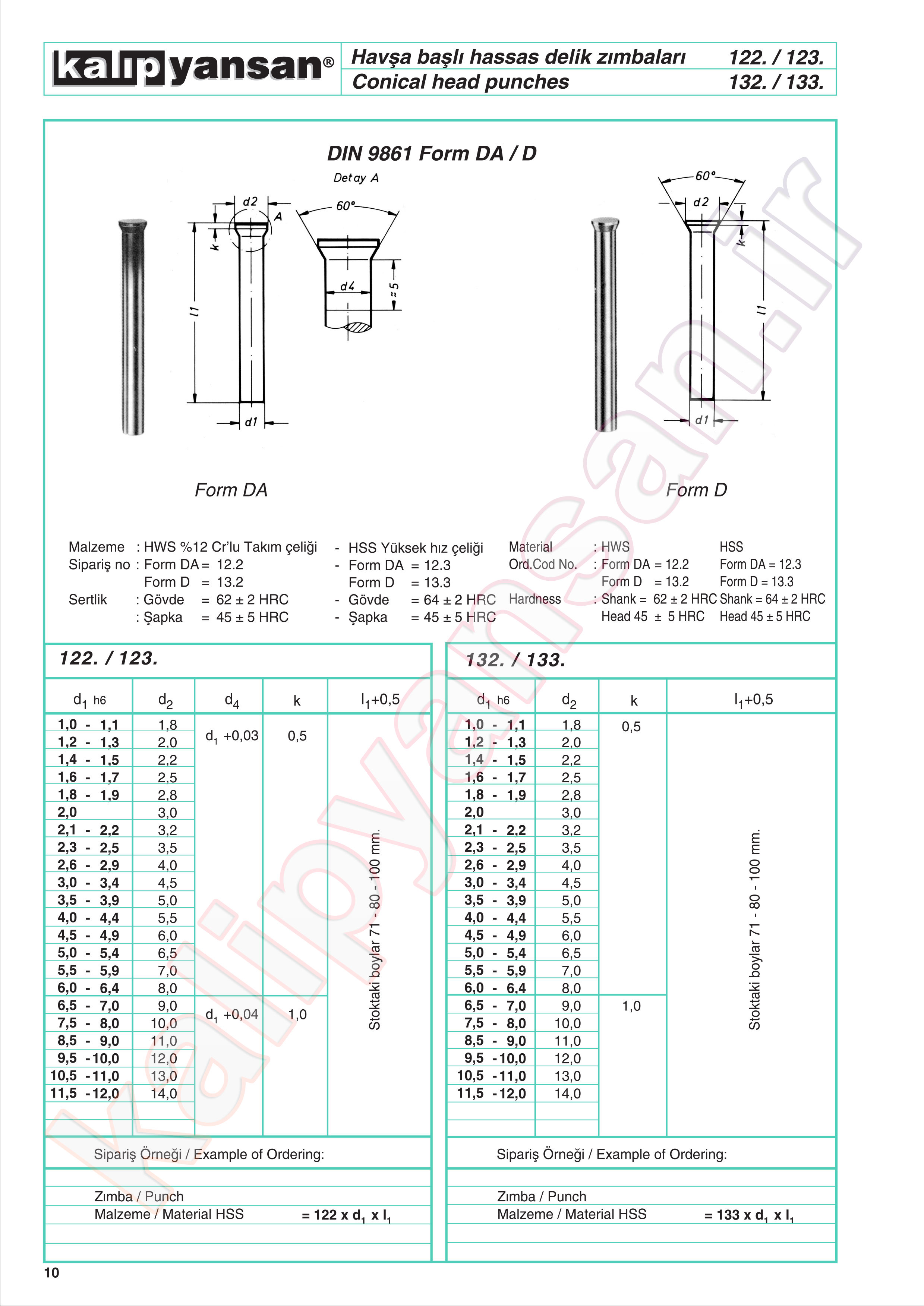
سنبه برش برای ایجاد برش بر روی ورق و یا قطعه کار به کار گرفته می شود یک سنبه برش بایستی دارای سختی مناسبی برای برش ورق یا قطعه کار داشته باشد سازندگان پیشرو مثل شرکتKalipyansan ترکیه سنبه های خود را بر اساس استاندارد DIN9861 تولید می نمایند. بر اساس این استاندارد بدنه سنبه های برش، سختی در حدود ۶۴ راکول و هد آن حدود ۴۵ راکول سختی دارند. هد به صورت مخروطی و با زاویه ۶۰ درجه است سنبه های برش معمولاً با طول های ۷۱ میلی متر و ۸۰ میلی متر و ۱۰۰ میلی متر عرضه می گردد.
محاسبه نیروی برشی سنبه برش
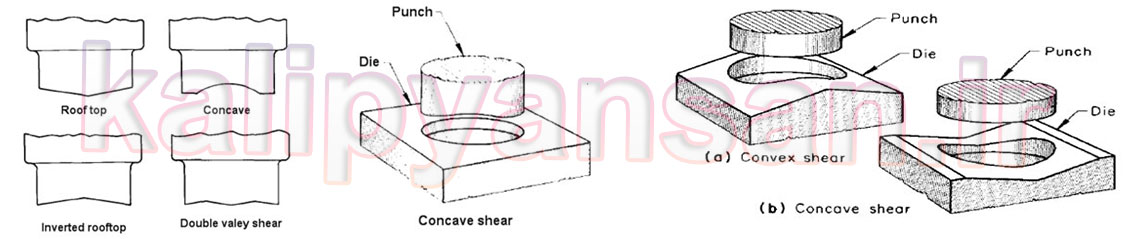
برای برش ورق در قالبهای برش به چند روش برش انجام می شود یکی از حالت ها زمانیست که زاویه لبه های سنبه برش به صورت قائمه است. در این صورت سنبه بر روی ورق نشسته و همزمان ورق را برش می دهد. در نوعی دیگر از از برش کاری شبیه به برش با قیچی انجام می گردد یعنی اینکه کل محلی که بایستی برش داده شود به یکباره بریده نمی شود برش از محلی یا محل هایی شروع شده و ادامه پیدا میکند. در این حالت به نیروی کمتری نسبت به حالت قبل نیاز داریم.
اگر فرض کنیم لبه سنبه برش به صورت قائمه باشد آنگاه نیروی برش یا همان نیروی که قرار است پرس وارد سازد به روش زیر محاسبه می گردد.
F=S * T* L
که در آن S ضریب تنش برشی و T ضخامت ورق ای که قرار است بریده شود و L طول برش است. ضریب مقاومت برشی برای فلزات مختلف متفاوت بوده و بستگی به جنس آنها دارد این ضریب نشانگر مقدار مقاومتی است که فلز در مقابل برش از خود نشان می دهد و واحد آن نیوتن بر میلیمتر مربع است.
این فرمول یک عدد تقریبی برای محاسبه نیرو مورد نیاز برای برش به ما میدهد اما با تغییر مواردی همچون لقی بین سنبه و ماتریس این مقدار تغییر می کند.
هنگامی که ما از سنبه های برش زاویه دار استفاده می کنیم مقدار نیرو برای برش کمتر می گردد و مقدار آن بستگی به این دارد که در هر لحظه چه طولی است فلز در حال بریده شدن است. برای زاویه دادن به نوک سنبه و یا بدنه قالب نکاتی وجود دارد که بایستی به آن دقت گردد یکی از نکات این است که شما در حال بلنک زنی هستید یا پانچ ، یا به عبارت دیگر قطعه کار، قطعه داخلی است یا قطعه دور آن. با توجه به اینکه اعمال زاویه روی سنبه و ماتریس سبب می گردد قطعه بریده شده اصطلاحا تاب بردارد پس بایستی زاویه را روی سمتی ایجاد کنیم که باعث شود قطعه کار اصلی سالم بماند و دور ریز تاب بردارد.
ابعاد استاندارد سنبه برش
در پی دی اف زیر ابعاد استاندارد سنبه برش شرکت Klipyansan ترکیه آمده است این ابعاد به صورت استاندارد ۹۸۶۱ است.